
�_�ސ쌧���͌��̑��c�H�Ƃł́ACO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H��
�e��n�ڋ������H�S�ʂ֑Ή��B�A���~�A�X�e�����X�A�n�C�e���ށA�������b�L���H�ށA
�S�A�S���A�����͍|�ȂǁA���̑��̋����ɂ��Ă����₢���킹���������I
��252-0132 �_�ސ쌧���͌��s�拴�{��3-11-25
���̌��H�ƒc�n
TEL : 0120-748-063
![]()
![]()
![]()
![]()





��252-0132
�_�ސ쌧���͌��s�拴�{��3-11-25
���̌��H�ƒc�n
TEL : 0120-748-063

�y�Ɩ����e�z
�ECO2�n�ډ��H�ATIG�n�ډ��H
�E�A�[�N�n�ډ��H�Ȃ�
�E�e��n�ڋ������H�S��
�E�V�K����A�C���A���C�H��
�E����{�H
�E�������(�d�ʐ��i)
�E��������(�y�ʐ��i)
�E�ˑ䐻��
�E�^���N����
�E���@�B���i�̐���A�C���A����
�E�y�E�d�ʓS��
�E�Ŕ��n �ق�
�y�Ή��ގ��z
�A���~�E�X�e�����X�E�n�C�e����
�������b�L���H�ށE�S�E�S��
�����͍| �Ȃ�
���̑����������₢���킹���������B

���͌��𒆐S�ɐ_�ސ�G���A�ł̗n�ډ��H��n�ڋ������H�������Ă���܂����c�H�Ƃł��B
���Ђł�CO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H�ȂǁA�e��n�ڋ������H�S�ʂɑΉ����Ă���܂��B
����́A�o�C�N�}�t���[�ւ̉��x�Z���T�[��t���H�̂��˗������������܂����B
| �i�� | �o�C�N�}�t���[ ���x�Z���T�[��t���H |
|---|
����̂��˗��ł́A�X�e�����X���}�t���[�։��x�Z���T�[�����t���邽�߂̃{�X�n�ډ��H���s���܂����B
���q�l�̂��v�]�́A�}�t���[�։��x�Z���T�[��2�����ݒu���A�ԗ����j�^�[�ɕ\�������G���[���b�Z�[�W��������邱�Ƃł����B
�����ŁA�}�t���[�{�̂����Ȍ����H���{���A�Z���T�[�{�X��K�Ȉʒu�֗n�ڂ��Ă���܂��B
 |
 |
�}�t���[�͍��������Ŏg�p����邽�߁A�n�ڕ��̋��x��C�����͂������A�r�C�̗����O�ςɂ��z���������H�����߂��܂��B�c�݂�Ă����ŏ����ɗ}���Ȃ��璚�J�Ɏ{�H�������܂����B
���c�H�Ƃł́A�o�C�N�E�����ԕ��i�̗n�ډ��H������A��C�ɂ������̎��т��������܂��B
�����i�ւ̒lj��H���_���̐���ȂǁA���q�l�̂��v�]�ɍ��킹���Ή����\�ł��B
�n�ڈ��47�N�̌o���ƋZ�p���������A�e��n�ډ��H�E�C���E����������Ă���܂��B
�o�C�N���i��}�t���[���H�ł�����̍ۂ́A���Б��c�H�Ƃ܂ł��C�y�ɂ����k���������B
������́A�_���v�J�[�ב�̗n�ڏC������уv���e�N�^�[�����H�����s��������ł��B
�c�y�E�����E�R���N���[�g�K���Ȃǂ����I�ɐύڂ���_���v�J�[�́A
�ב�ւ̏Ռ��▀�Ղ����Ɍ������A�S�̗╂���E���ꂪ�������₷���ӏ��ł��B
�ב�S��S���n�ځiCO2�n�ځj�ɂċ��łɎ{�H���A
�~�S�������オ��Ȃ��悤�ϋv�������߂�n�ڕ��@�������Ȃ��炵������n�ځB
�ߍ��Ȏg�p���ɂ��ς�����悤�A�ו��܂Œ��J�Ɏ{�H���܂����B
�܂��A�����v���e�N�^�[��P�����A�V�K�v���e�N�^�[�����H�������{�B
���x�ƈ��S�����d�������������H�Z�p�Ŏd�グ�Ă��܂��B�����͒��������� → �[�������̃X�s�[�h�Ή��ɂĔ[�i�B
������˗��җl���u���K�Ɏg�p�ł��Ă���v�Ɗ��������������������A
����{�H����Ƃ��Čf�ڂ����Ă��������܂����B
① �S���ցA�v���e�N�^�[�C���O |
②�C���O�v���e�N�^�[�㕔 |
|
③ �v���e�N�^�[ |
④ ���S���֍H���� |
|
⑤ �v���e�N�^�[�C������ |
⑥ �S���֊��� |
���c�H�Ƃł́A
�ȂǁA�e��n�ڋ������H�E�C���E�V�K����ɕ��L���Ή����Ă���܂��B
�_�ސ쌧���͌����ӂŗn�ډ��H�E�����C���̂����k�͂��C�y�ɂ��₢���킹���������B
�_�ސ쌧���͌��̗n�ډ��H ���c�H�Ƃ́A40�N�ɂ킽��L�x�Ȍo��������
CO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H�ȂǁA�l�X�ȗn�ڋZ�p�ɐ��ʂ��Ă��܂��B
���˗��������������̂́A�p�����O�̍����ȃA���~���i�ł��B
���̕��i�̓l�W�R�̖��Ղɂ��v���[�g�̎��t�����ł��Ȃ��Ȃ�A�g�p�s�\�ƂȂ��Ă��܂����B
���q�l����̖₢���킹���� �������܂ꂽ���i�́A�ʐ^�Ŋm�F�ł���悤�ɗn�ڑO�̏�Ԃł����B
| �i�� | �A���~���i�n�ڏC�� |
|---|
�����ݎ��A�n�ڑO
|
�����ݎ��A�n�ڑO
|
|
�R��m�F����
|
���Ղɂ�鑹���������ł���A�p�����������Ȃ���Ԃ��Ǝv���܂�����
���Ђ̗n�ڋZ�p�ɂ��A�����ɘR��m�F�������N���A�B
�����āA�S���n�ڂɂ���ĕ��i�������ɏC�����܂����B
�����ȃA���~���i���p�����畜�����A�Ăюg�p�\�ȏ�ԂɂȂ�܂����B
�S���n�ڂŊ���
|
���Ђ͂��q�l�̃j�[�Y�ɉ����A���x�ȋZ�p�ƌo�����������ėl�X�ȉ��H���т��グ�Ă��܂��B
�n�ڂɊւ��邲���k�₨���ς���ȂǁA���C�y�ɂ��₢���킹���������B
���c�H�Ƃ�����`�������Ă��������܂��B
���͌��𒆐S�ɐ_�ސ�G���A�ł̗n�ډ��H��n�ڋ������H�������Ă���܂����c�H�Ƃł��B
���Ђł�CO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H���A�e��n�ڋ������H�S�ʂ֑Ή����Ă���܂��B
����͑�^�o�C�N�Ɏg�p����A�o�b�N�X�e�b�v����̂��˗������������܂����B


| �i�� | ��^�o�C�N �o�b�N�X�e�b�v���� |
|---|
���c�H�Ƃł͂���܂łɑ����̎l�ցA��֕��i�̗n�ډ��H�E�n�ڏC�����s���Ă܂���܂����B
����̓o�C�N���i�̃o�b�N�X�e�[����Ƃ������ƂŁA�X�e�����X���̗n�ڂƂȂ�܂��B
�X�e�����X�͔��Ɏ�ނ������A�g�p����X�e�����X�ɂ��n�ړ������قȂ�A����ɐ����ɂ���Ĉ��������ו�������܂��B
��L�̂��Ƃ���A�X�e�����X�n�ڂ͒m���ƋZ�ʂ�������ƂƂȂ�A�c�݂Ȃ��n�ڂ���ɂ͏n���̋Z�p���K�v�ł��B
���˗���l�ɂ���������������悤�A�������̊���o�����X�ɂ�������萻�삳���Ă��������܂����B
���Ђł́A�n�ڈ��47�N�̋Z�p�Ǝ��тŐV�K�����C���A�������ʁE������㣂����L�������Ă���܂��B
�P�_����̐�����\�ł��̂ł�����̍ۂɂ͐���A���Ђւ��C�����������B
�@
| �i�� | �g���b�N�t���[���n�ڏC�� |
|---|---|
| �Ǝ� | �����Ԕ��h���� |
| �ړI | �t���[����n�ڂɂċ��łɏC�� |
| �n�� | �_�ސ쌧���؎s�@�����H�ƒc�n�� |
| ������� | �ߋ��ɏC���̍��Ղ�����܂��̂ŁA�����I�ł͂Ȃ��S�̂��ݍ��ނ悤�Ɋ��ɏC���������܂����B |
�_�ސ쌧�̗n�ڐ�� ���c�H�Ƃł��B
���Ђł́A���͌��𒆐S�ɐ_�ސ�G���A�ł̗n�ډ��H�������Ă���܂��B
�V�K�ł̐���E���H�͂������A���i�̏C���ɂ��Ă��������˗������������Ă��܂��B
�{�����Љ�܂��̂́A���h����Зl����̏C���̂��˗��ł��B
���˗��͐_�ސ쌧���؎s�̓����H�ƒc�n���ɂ���܂����h����Зl���̂��˗��ł������܂��B
 �i�P�j�������ݎ� |
 |
|
| �i�P�j�������ݎ� | �i�Q�j���~�̏�� |
 |
| �i�R�j�C������ |
�i�P�j�̎ʐ^���������������B
�ߋ��ɏC�����s�������Ղ����������܂��A���̏C�����@�͂��܂���
���ʂ̂݃v���[�g�ŕ⋭����A�����V���v���Ȏ{�H���@�ŏC�����Ă���܂��B
�ʐ^���������C�����Ԃ͂��قǂ�����Ȃ��Ԃɍ��킹�̏C���̂悤�ł��B
���̗l�ȏC�����@�ł��ƁA�����ɋT���������s���Ȃ�Ύԗ����̂ɂ��Ȃ肩�˂܂���B
�i�Q�j�̎ʐ^�͑��ʂ̃v���[�g������������ɕ��������t���[���ǂ�����ڍ������ʐ^�ɂȂ�܂��B
���̏�ԂŐ�ɉ��~�߃��C�����m���ɗn�ڂ��A���̌�⋭�v���[�g�����t���܂����B
�i�R�j�̎ʐ^�͏C�������ɂȂ�܂��B
�T���t�߂̋�����J���i��ł���Ǝv����ӏ�����������ی삵�Ȃ���A�S�̂��ݍ��ޕ⋭�v���[�g��n�ڂ��܂����B
�܂��A�ϋv���������ɍl���A�ڍ��������s�\���Ǝv����ӏ����v���O�n���������Ċm���ɗn�ڂ��܂����B
����ł��Ȃ�̋��x���m�ۂł����Ƃ������܂��B
�v���O�n�ڂł����A�n�ڋZ�p�̕���ɂ����ďp��Ƃ��Ď��X���ɂ��܂��B
����n�ڂƂ������A��������A�W��킹���悤�Ȏd���ɂȂ�܂��B
�O�ς̓r�[���̉�����z�����Ă��������܂��ƁA�킩��₷���Ǝv���܂��B
�Z�@�́A�d�ˌp��ɂ����Ĉ���̕�ނ��ђʌ��������āA�����ɗ���ނ�ڍ��n�ڂ��邱�Ƃł��B
�p�r�́A���ݓ��n�ڂ�グ�n�ڂȂǂ̎��A�ڍ����x���s�\���ȏꍇ�ȂǁA�⏕�I�ɗp�����鎖�������n�ڂł��B
���c�H�Ƃł́A�n�ڂɂ��Ă̌o���E�m�����L�x�ł��B
�n�ڈ��47�N�ɂčs���Ă܂���܂����̂ŁA�n�ډ��H�Ɋւ��邲���k������������K���ł��B
������̂��Ƃ��������܂�����A���c�H�Ƃɂ��C�����������B
���q�l��i�ɂƂ��čœK�Ȃ���Ă��������܂��B

| �i�� | 1960�N�C�^���A���o�C�N |
|---|---|
�˗����e |
�N���V�b�N�o�C�N�{�̍E���ߗn�� |
| ������� | ���ʂ̂ł��Ȃ��悤�ɒ��J�ɗn�ڏC�����s���Ă��܂��B |
�_�ސ쑊�͌��s�𒆐S�ɎԂ̃}�t���[�C�����A�e��n�ډ��H�������Ă���܂��A���c�H�Ƃł��B
���Ђ͊e��n�ڋ������H�ł���܂�40�N�ȏ�̋Z�p���������܂��B
����A���Љ����H���т�1960�N�C�^���A���o�C�N�̗n�ڏC���ł��B
�P�D�C���O
�C���ӏ��̑��ʂł��B |
�Q�D�C���O
�C���ӏ��̑O�ʂł��B |
�R�D�C����
�����̂Ȃ��悤�ɏC�����s���Ă���܂��B |
�S�D�E����
�E���߂��s���܂����B |
�T�D�C����
�Y��Ɏd�グ�邱�Ƃ��ł��܂����B |
�ȏオ�o�C�N�n�ڏC���̎��тł��B
���c�H�Ƃł͂���܂łɑ����̃}�t���[��M�A�P�[�X���̎ԕ��i�̗n�ډ��H�E�n�ڏC�����s���Ă��܂����B
�n�ڏC���͐��i�̍ގ��ɂ���ėl�X�ȓ���������A�c�݂Ȃ��n�ڂ���ɂ͏n���̋Z�p���K�v�ł��B
���Ђł́A���s��ςn�ڐE�l�����q�l�̂��v�]�ɍ��i���Ȏd�オ��ł��������܂��B
���͌��s�ߕӂŗn�ڏC��������������Ă�����͂��ЁA���c�H�Ƃւ܂��͈�x�A���C�y�ɂ����k���������B

| �i�� | �ԃh�A�C�� |
|---|---|
�˗����e |
�q���W���n�ڔ����C�� |
| ������� | �Ԃ̃h�A�q���W�����̉��~�߂��s������A |
�_�ސ쑊�͌��s��CO2�n�ډ��H�ETIG�n�ډ��H�ȂǁA�e��n�ډ��H�������Ă���܂��A���c�H�Ƃł��B
�n�ڈ��47�N�̌o����ςݏd�˂��E�l���A���i���Ȏd�オ��̗n�ډ��H�������܂��B
����A���Љ����H���т͎ԃh�A�̗n�ڏC���ł��B
�P�D�C���O
�ԃh�A�̏C���O�̈˗��i�̏�Ԃł��B |
�Q�D�h�A�q���W�C���O
�h�A�q���W�̏�Ԃł��B |
�R�D���~��
���~�߂��s���܂����B |
�S�D�h�A�q���W�C��
�����A�h�A�q���W���C�����邱�Ƃ��ł��܂����B |
�ȏオ�ԃh�A�C���̎��тł��B
���c�H�Ƃł́A�e��ԕ��i�̗n�ڂɑ����̎��т��������܂��B
�u�}�t���[���j�����Ă���̂ŏC�����Ăق����v�u���͌��s���ӂŗn�ډ��H��Ђ�T���Ă���v
���̂悤�Ȃ����莖���������܂�����A����A���c�H�Ƃɂ��C�����������B
���d�b�܂��̓��[���ɂĎt���Ă���܂��̂ŁA�܂��͈�x�A���C�y�ɂ����k���������B

| �i�� | �A���~�� �� �M�A�P�[�X |
|---|---|
�˗����e |
�M�A�P�[�X �A���~����̏C�� |
| ������� | �A���~���ꂪ�N���Ă���ӏ��� �{�n�ڂ��s����悤�� ���J�ɉ��~�߂��s���Ă��܂��B |
�_�ސ쌧���͌��ɂāA�e��n�ډ��H���s���Ă���܂����c�H�Ƃł��B
���Ђ͎���i�⏬���b�g�A�P�P�ʂ̂悤�ɏ��ʂ̂��˗������ł��������܂��B
����A���Љ����H���т͎ԕ��i�̃M�A�P�[�X�̗n�ڏC���ł��B
�P�D�A���~ �M�A�P�[�X�j������ �����炪�M�A�P�[�X�̔j�������ł��B
�����炪�M�A�P�[�X�̔j�������ł��B���ꂽ���Ƃœ����������Ă��܂��Ă��܂��B |
�Q.�A���~���ꕔ�� ������̓A���~���ꂪ�N���Ă��镔���ł��B
������̓A���~���ꂪ�N���Ă��镔���ł��B���ꂩ�牼�~�߂����Ă����܂��B |
�R�D���~�ߊ���
�����ɉ��~�߂��������܂����B |
�ȏオ����̉��H���тł��B
���c�H�Ƃł́A����܂ł�40�N�ȏ�n�ڈ�ʼn��H�E�C�����s���Ă��܂����B
�ŋ߂ł́A�M�A�P�[�X��}�t���[�Ƃ������ԕ��i�̗n�ڏC���̂��˗����������Ղ��Ă���܂��B
�ԕ��i�̉��H�E�C���₻�̑��e��n�ڏC���̂��˗��͑��c�H�Ƃւ��C�����������I
�܂��͂��d�b�܂����₢���킹�t�H�[����肨�C�y�ɂ����k���������B

| �i�� | �X�e�����X���}�t���[ |
|---|---|
| �Ǝ� | �l�̂��q�l |
| �˗����e | ���ݕ��������S�폜���A�l�ӂ̗n�ډ��H�B |
| �n�� | �_�ސ쌧���͌��s |
| ������� | �}�t���[�ւ��ݕ��������S�ɍ폜���āA �A�[��������i���Ȃǂ� �`��ɍ��킹�Ȃ��� �X�e�����X�v���[�g�m���ɗn�ڂ��܂����B |
�_�ސ쌧���͌��𒆐S�ɗn�ډ��H����ɏ����Ă���܂����c�H�Ƃł��B
���Ђł�CO2�n�ډ��H��A�[�N�n�ډ��H���A�e��n�ڋ������H��
���L����舵���Ă���܂��̂ŁA���q�l�̂��˗��ɏ_��ɑΉ����邱�Ƃ��\�ł��B
���˗��������������͎̂Ԃ̃}�t���[�̗n�ڏC���ł��B
�}�t���[�̂ւ��ݕ��������S�ɍ폜���A�폜�����̎l�ӂɗn�ډ��H���{���܂����B
���ꂩ��A�摜�ƂƂ��ɉ��H���e���ڂ������Љ�Ă����܂��B
1.�C���O ������͍���C�����s���A�Ԃ̃}�t���[�ł��B
������͍���C�����s���A�Ԃ̃}�t���[�ł��B�C���O�͂��̂悤�ɂւ��݂�����܂����B |
2.�폜���� �����炪�폜�����ł��B �����炪�폜�����ł��B���ꂩ��摜�����̂ւ��݂�����ӏ���ؒf���܂��B |
3.�ؒf�� �ւ��݂̂���ӏ������S�ɐؒf���܂����B
�ւ��݂̂���ӏ������S�ɐؒf���܂����B���ɁA����̃X�e�����X�v���[�g�� |
4.�X�e�����X�v���[�g�̎��t�� �ؒf�����ӏ��̃T�C�Y�ɍ����X�e�����X�v���[�g��
�ؒf�����ӏ��̃T�C�Y�ɍ����X�e�����X�v���[�g���܂��͌Œ肵�܂����B �����āA�Ō�ɗn�ڂ��s���A���S�ɐڍ����Ă����܂��B |
5.�C������ �����A�}�t���[�̏C�����������܂����B �����A�}�t���[�̏C�����������܂����B�l�ӂ̗n�ڑS�ĂɃ����������A �Y��Ɏd�グ�邱�Ƃ��ł��܂����B |
�ȏオ����̉��H���e�ł����B
�ߍ��͌l�̂��q�l����ԊW�̏C�������˗������������Ƃ����ɑ����Ă���܂��B
���c�H�Ƃł́A�ԕ��i�̊e��n�ڂ����ł������������܂��B
���Ђ́A����܂łɂ������̃}�t���[���̎ԕ��i�Ɋւ���
�e��n�ډ��H�A�C���̂��˗��𑽂��������������т��������܂��̂ŁA�n�ډ��H�̎d�オ��ɂ͎��M������܂��B
�_�ސ쌧���͌��s�̎��Ӓn��Ŏԕ��i�̏C������H������������Ă��邨�q�l�͑��c�H�Ƃւ��C�����������B
�e��n�ڂɊւ��邲���k���t���Ă���܂��̂ŁA�܂��͂��C�y�ɂ����k���������B

| �i�� | �����n�ڏC�� |
|---|---|
| �Ǝ� | �^����� |
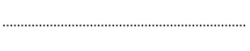
| �˗����e | �����}�j�[�z�[���h ����A�T�����̗n�ڏC�� |
| �n�� | �_�ސ쌧 |
| ������� | �T���������J���[�`�F�b�N�ɂĊm�F�� �n�ڊ�������ēx�J���[�`�F�b�N�ɂ� �n�ڌ��ׂ��Ȃ����������܂����B |
���͌��s�̗n�ڈ��47�N ���c�H�Ƃł��B
���͌��𒆐S�ɐ_�ސ�G���A�ł̗n�ډ��H�₻�̑��A�l�X�ȗn�ڋ������H�������Ă���܂��B
����̏C�����e�ł����A�ގ��͒����ł��B
�����ԕ��i�̈ꕔ�ŁA�{�̂ɂ����ƋT�����Ă��܂��B
���̊����TIG�n�ڂŌ��ׂ̖����悤�ɗn�ڂ��܂����B
 �i�P�j�������ݎ��@�C���O�̏�� |
 �i�Q�j�T���t�߁@�����グ |
�i�P�j�̎ʐ^�͂��a���肵�����̏�ԂŁA���Ȃ�T�r���������Ă��܂��B
�ގ��͒����ō��M�ɂ��炳�ꂽ�l�q�����������܂��B
�i�Q�j�̎ʐ^�ł����A�T�����Ă��镔�����Y��ɖ����A���H���̃J���[�`�F�b�N�ɔ����܂��B
 �i�R�j�Z���t���X�v���[ |
 �i�S�j�����t���X�v���[ |
 �i�T�j�T������������H |
�i�R�j�̎ʐ^�̓J���[�`�F�b�N�������ň�ԏ��߂̍�ƂɂȂ�܂��B
�����ԐF�̐Z���t���X�v���[���ċT�����ɐZ�ݍ��܂��܂��B
�i�S�j�̎ʐ^�͐ԐF�Z���t������ɁA���F�̌����t���X�v���[�����Ƃ���ł��B�T���������N���ɕ����o�܂����B
�i�T�j�̎ʐ^�͋T���������A�@����A�m���ɐڍ��ł���悤�ɂ���ׂ̏d�v�ȍ�ƍH���ł��B
 �i�U�j�n�ڊ����@�����t�X�v���[ |
�i�V�j�n�ڊ����@�����t�X�v���[ |
�i�U�j�A�i�V�j�̎ʐ^�͒����n�ڂ��������A�n�ڌ��ׂ��������J���[�`�F�b�N�ōŏI�m�F�����܂����B�������i�ł��B
�����n�ڂɂ��܂��āA�n�ڂ̓���͓S��X�e�����X�̗n�ڂƈႢ�A����₷�����ł��B
�n�ڕ��@�̓A�[�N�A�K�X�ATIG�Ȃǂ���܂��̂ŏ�Ԃɂ��킹���I�����K�v�ɂȂ�܂��B
�n�ڌ�ɗn�ڊ���������Ȃ����߂ɂ́A�n�ړd���̒����͂������̂��ƁA
�n�ڑΏۂɍ������n���_�̑I����A���n�ڂ̒����A�܂��s�b�L���O�����Ȃ�
����Ȃ����߂̏��������ɂ߂Ă̗n�ڂ��s���ɂȂ�܂��B
�����������A�����n�ڂ̓���̂悤�Ɏv���܂��B
���c�H�Ƃł́A�n���̐E�l���ݐЂ��Ă���܂��̂ŁA��������n�ڂɂ��Ή����Ă���܂��B
���̑��A�l�X�ȗn�ډ��H�ɂ��_��ɑΉ����Ă���܂��̂ŁA���C�y�ɂ����k���������B
���q�l�̂��v�]�ɍœK�Ȃ���Ă������Ă��������܂��B

| �i�� | �A���~�X�e�b�v�n�ڏC�� |
|---|---|
| �Ǝ� | �ԗ����� |
| �ړI | �A���~�X�e�b�v�� �n�ڂ͂���̏C�� |
| �n�� | �_�ސ� |
| ������� | �͂��ꂽ�n�ڕ����ώ@���܂��ƁA�n�ڂ̌��ׁA��ɗn�����ݕs���i�I�\�o�\���b�v�j���ڗ������ׁA�����n�ڕ������Ƃ�Ȃ��璚�J�ɏC�����܂����B |
 �P�D�C���O�̗n�ڕ� |
 |
|
| �P�D�C���O�̗n�ڕ� | �Q�D���S�Ɉٕ��������������~�ߑO�̏�� |
 �R�D�n�ڊ��� |
|
|
| �R�D�n�ڊ��� | �S�D�C������ |
���͌��̑��c�H�Ƃł́A�n�ڂ̏C���������Ă���܂��B
����̓A���~�X�e�b�v���̗n�ڏC�������˗����������܂����B
�C���O�̗n�ڕ������ώ@���܂��ƁA�����悻�n�ڎ��̏Ȃǂ����������܂��B
�܂��A�n�ڂ���ރp�C�v���֗n������ł��Ȃ����߂ɗn�ڂ��������Ă��܂��B
����̓x�[�X�ɂȂ�d���l���Ⴂ�̂ƁA��ނ̗n�ڕ������܂��Ă��Ȃ���Ԃŗn�ڂ�i�߂Ă��邱�Ƃ��z���ł��܂��B
��S������n�ڂ���ꍇ�A�A���~�n�ڂƃX�e�����X�̗n�ڂ͑傫���Ⴂ�܂��B
���o�I�ȕ����ł͗n���_�̑���p�x��X�s�[�h�Ȃǂł����A�ł��傫�ȑ���_�͍ގ��̔M�`���ł��B
�A���~�͗n�ڂ��镔���ɃA�[�N���o���Ă��A�S��X�e�����X�ƈႢ�����ɗn�ڂ��i�s���܂���B
����͔M����ޑS�̂ɉ���Ă��܂��n�ڂ������������n���Ȃ��̂�(�v�[�����o���Ă��Ȃ�)�A�n�ڂ��n�߂��܂���B
�������v�[�����o���ėn�ڂ��n�܂�ƕ�ނ͔M���̂ň�C�ɗn�ڑ��x���オ��܂��B
�������A���~�n�ڂ̓���Ƃ������܂��B
���c�H�Ƃł́A�ގ��̔M�`�����͂��߂Ƃ��������𗝉�������ŁA�n�ډ��H���s���Ă���܂��B
�K�ȕ��@�ʼn��H���s�����Ƃ́A���i�╔�i�̎����Ɋւ��܂��B
��蒷���A���S���Ă��g���ł��鐻�i�����͂����邽�߁A�n�ډ��H�ɂ��Ď���܂���B
�n�ډ��H�ł�����̎����������܂�����A���͌��̑��c�H�Ƃւ��C�y�ɂ����k���������I


![]()
��252-0132 �_�ސ쌧���͌��s�拴�{��3-11-25 ���̌��H�ƒc�n

�_�ސ쌧���͌��̑��c�H�Ƃł́ACO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H��
�e��n�ڋ������H�S�ʂ֑Ή��B�A���~�A�X�e�����X�A�n�C�e���ށA�������b�L���H�ށA
�S�A�S���A�����͍|�ȂǁA���̑��̋����ɂ��Ă����₢���킹���������I
 Copyright 2020 �L����Б��c�H��. All Rights Reserved.
Copyright 2020 �L����Б��c�H��. All Rights Reserved.
![]()
![]()
![]()