
�_�ސ쌧���͌��̑��c�H�Ƃł́ACO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H��
�e��n�ڋ������H�S�ʂ֑Ή��B�A���~�A�X�e�����X�A�n�C�e���ށA�������b�L���H�ށA
�S�A�S���A�����͍|�ȂǁA���̑��̋����ɂ��Ă����₢���킹���������I
��252-0132 �_�ސ쌧���͌��s�拴�{��3-11-25
���̌��H�ƒc�n
TEL : 0120-748-063
![]()
![]()
![]()
![]()





��252-0132
�_�ސ쌧���͌��s�拴�{��3-11-25
���̌��H�ƒc�n
TEL : 0120-748-063

�y�Ɩ����e�z
�ECO2�n�ډ��H�ATIG�n�ډ��H
�E�A�[�N�n�ډ��H�Ȃ�
�E�e��n�ڋ������H�S��
�E�V�K����A�C���A���C�H��
�E����{�H
�E�������(�d�ʐ��i)
�E��������(�y�ʐ��i)
�E�ˑ䐻��
�E�^���N����
�E���@�B���i�̐���A�C���A����
�E�y�E�d�ʓS��
�E�Ŕ��n �ق�
�y�Ή��ގ��z
�A���~�E�X�e�����X�E�n�C�e����
�������b�L���H�ށE�S�E�S��
�����͍| �Ȃ�
���̑����������₢���킹���������B

�_�ސ쌧�̑��c�H�Ƃł�
CO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H�ȂǁA�l�X�ȗn�ڂɑΉ����Ă���܂��B
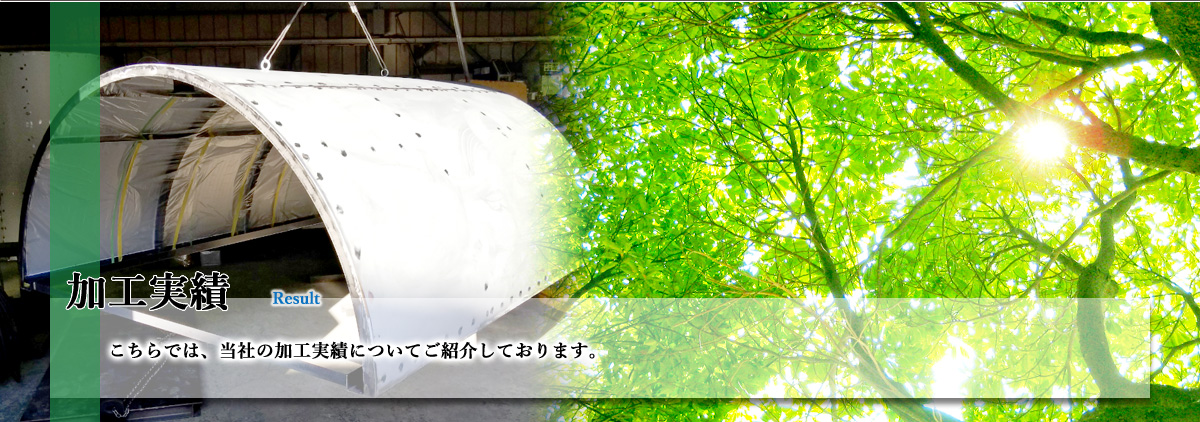
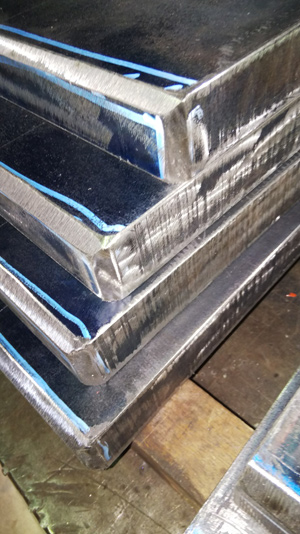
����͉͐�~����g�u���O�Ƃ��Ďg�p�����e�g���|�b�g�̌^�g����̂��˗��̏Љ�ł��B
�^�g�̐��x���Ⴂ�ƁA���������e�g���|�b�g�͌`�s���m�ɂȂ�A���x�ɉe����^���܂��B
���ɁA���G�Ȍ`��̃e�g���|�b�g�ł́A�^�g�̐��x���d�v�ł�
�܂��A�R���N���[�g�𗬂����ތ^�g�̂��߃R���N���[�g���R��Ȃ��l�ɐ��i�̘c�݂�
�{���g�̍����݈ʒu�Ȃǂɒ��ӂ��Đ��삵�܂����B
���c�H�Ƃ́A�n�ڈ��47�N�̌o���E�m�����������܂��B�V�K���삩��C���A
���C�H���A����{�H�܂őS�Ĉꊇ�ł��˗����������܂��B���Ђ����k������������K���ł��B
������̂��Ƃ��������܂�����A�܂��͑��c�H�Ƃɂ��₢���킹���������B
�l�X�Ȃ��v�]�ɑΉ����œK�Ȃ���Ă��������܂��B
 |
 |
 |

| �i�� | �����d�@�X���[�v�i�ωd7t���j |
|---|---|
| �E�� | �H���ݔ��@��̗A���A�����F�i�@�H�j |
�_�ސ쌧���͌��s�̑��c�H�Ƃł��B
���Ђł�CO2�n�ډ��H�ETIG�n�ډ��H�Ȃǂ��͂��߁A�l�X�ȗn�ډ��H�ɑΉ����Ă���܂��B
����͂��q�l���u�����d�@�X���[�v�����v�̂��˗������������܂����B
���q�l�̂��v�]�����������Ȃ����ωd7t���̃X���[�v�̊����ł��B
���@�B�A�Ƃ��Ƀ����{�Ȃǂ����S�Ɍ����悭���~�����邽�߂̃X���[�v�ɂȂ�܂��B
����͏d�@���~�̂��߁A�X���[�v�ɗ^����U���╉�ׂ������ϋv���̋������ɂ��܂����B
���Ђ̋��݂́A�y�ʂ���d�ʂ܂ŕ��L�����i�̐���A�C���A�����Č���H���ɏ_��ɑΉ��ł���_�ɂ���܂��B
���N�̌o����ʂ��āA���q�l�̃j�[�Y��[���A�g�p����ޗ��ȂǁA
���ׂĂ̏������l�����������I�Ȓ�Ă����������܂��B
���͌�����Ӓn��ɂėn�ډ��H��Ђ����T���̕��͑��c�H�Ƃւ��C�y�ɂ����k���������B
���c�H�Ƃ́A�_�ސ쌧���͌��ɋ��_���\���ACO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H
�ȂǁA�������ނ̗n�ڋ������H�ɑΉ����Ă��܂��B
�S�A�X�e�����X�A�n�C�e���ށA�������b�L���H�ށA�A���~�ȂǁA���L���ޗ��ւ̑Ή��͂������̂ЂƂł��B
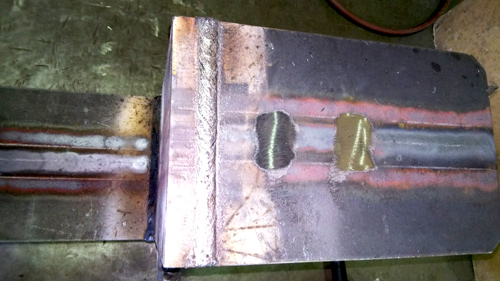
����͌��ꉮ�O�ɂă^���N�z�Ǘn�ڂ̑O�H���ƁA����TIG�n�ڂ����Љ�����܂��B


| �i�� | �z�Ǘn�ڂ̑O�H���E����TIG�n�� |
|---|
����s����TIG�n�ڂ́A������ڍ����邽�߂Ɏg�p����鍂�x�ȗn�ڋZ�p�ł��B
���ɁA���˗������������܂����^���N�̔z���ȂǁA
�����i���̗n�ڂ����߂���ꏊ�ł͍œK�ȕ��@�ƂȂ�܂��B
TIG�n�ڂ́A�������䐫�Ɛ��x�������߁A���i���ȗn�ڂ��\�ł��B
�n�ڎ��ɋ����̎_�����ŏ����ɗ}���邱�Ƃ��ł��A�N���[���ȗn�ڂ��������܂��B
���c�H�Ƃł́A�ڋq�������ŗD��ɍl���A��ɂ��q�l�̖ڐ��ɗ����A���J�ȃR�~���j�P�[�V������S�����Ă��܂��B
����]�̃A�C�f�A��v�]����������Ɨ������A������`�ɂ��邽�߂ɑS�͂�s�����܂��B
�n�ڂɊւ��Ă�����Ȃ��Ƃ��������܂�����A���C�y�ɂ����k���������B

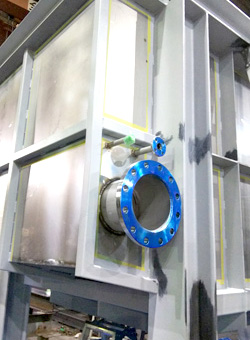
| �i�� | �@�X�e�����X�^���N |
|---|---|
�ގ� |
�S��SUS304 |
�d�l |
2�ʋ��A���������v���[�g�A |
�n�ڕ��@ |
�@TIG�A�������n�� |
| ������� | �@1980�N����̃^���N���V�����Ƃ̎��A |
�_�ސ쌧���͌��𒆐S�Ɋe��n�ډ��H�����Ă���܂����c�H�Ƃł��B
���삷���œ��ɒ��ӂ������L�������܂��B
����̓^���N�̘V�����Ƃ̂��ƂŁA�X�e�����X�^���N�̐�����s���܂����B
�P�D���[���Ȃ��{��
|
�Q�D�g���O |
|
�R�D������������v���[�g��t ���ʐ^�R���͓����ɐ����������邽�߂̃v���[�g�ɂȂ�܂����A�˂���Ȃ���̎�t�n�ڂ̂��߃^���N�{�̂̕ό`����ɒ��ӂ��Ȃ���i�߂܂����B |
�S�D�{�̑g�� |
|
���ʐ^�R���͓����ɐ����������邽�߂̃v���[�g�ɂȂ�܂����A�˂���Ȃ���̎�t�n�ڂ̂��߃^���N�{�̂̕ό`����ɒ��ӂ��Ȃ���i�߂܂����B
�T�D�m�Y���}�����،���
���ʐ^�T�����T�C�h�m�Y������t���邽�߂̌����H�Ńv���Y�}�ؒf�ɂĐT�d�ɍ폜���܂����B |
�U�D�T�C�h�m�Y����t |
���ʐ^�T�����T�C�h�m�Y������t���邽�߂̌����H�Ńv���Y�}�ؒf�ɂĐT�d�ɍ폜���܂����B
���ɐ��H�E�`��̂��ߐؒf���@�͓��O�ɐ������A�Ȃ�ׂ��m�Y���}�����Ɍ��Ԃ��o�Ȃ��悤�|0�`+1�͈̔͂Ő،����A���Ԃ��ɗ͗}���鎖�ɒ������܂����B���̂��߁A�n�ڂɂ��c�݂����Ȃ��t�����W�̊p�x�Ȃǂ��ǍD�ȏ�ԂŎ��܂�܂����B
�V�D�T�C�h�A�㉺�m�Y����t�n��
|
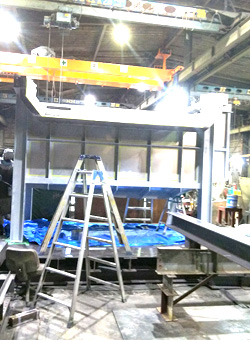
�W�D�^���N�����d�� |
���ʐ^�W���̓^���N���ɓ��邱�Ƃ��o�����̂��������s���Ȃ���A���S�ʂł��אS�̒��ӂ��������Y��Ɏd�グ�܂����B
�X�D�n�ڊ���
|
10�D�n�ڕ������J���[�`�F�b�N |
|
11�D�J���[�`�F�b�N |
12�D�n�ڕ��������ז��� |
|
���ʐ^11���̓J���[�`�F�b�N�ɂėn�ڌ������s���A���ʐ^12���͌�����ŗn�ڂ����Ȃ����ׂ͂���܂���ł����B
13�D�����`�[�i
|
����̓X�e�����X�|�̂��߁A�ؒf���H�̓v���Y�}���g�p���܂����B
�����ŁA�v���Y�}�ؒf�̓��������������������Ă��������܂��B
�v���Y�}�̓X�e�����X��A���~�ȂǃK�X�ؒf���ł��Ȃ��������ؒf���鎖���ł��܂��B
�ʓd����f�ނȂ�قƂ�ǐؒf���H���\�ɂȂ�܂��B
�ؒf���������ɂ��A�����_�������邱�ƂŐؒf����K�X�ؒf�ł́A
�X�e�����X��A���~�Ȃǂ͂قڎ_�����Ȃ��̂ŁA�ؒf�͏o���Ȃ����ƂȂ�܂��B
�v���Y�}�̓v���Y�}�A�[�N���x���Q��℃���x�Ȃ̂ō����Őؒf���s���A
�c�݂����Ȃ��X�e�����X���H�ɂ͂Ȃ��Ă͂Ȃ�Ȃ�����̈�ł��B

| �i�� | �@�o�P�b�g�C�� |
|---|---|
| ������� | �@�������������A���q�l����x�p�����l�����o�P�b�g���C���Đ����܂����B |
�_�ސ쌧���͌��𒆐S�Ɋe��n�ډ��H�����Ă���܂����c�H�Ƃł��B
�n�ڈ��47�N�ȏ�̃m�E�n�E�ɂ���āA���q�l�̂����莖�������������܂��B
����́A���q�l����x�p�����l�����o�P�b�g���C�����Đ��������܂����B
�P�D�C���O�A����莞�̏�Ԃł��F���� |
�Q�D�C���O�A����莞�̏�Ԃł��F���� �R�D�������폜 |
�S�D��^��]�|�W�V���i�[�ɂėn�ڍ�ƒ� |
�T�D�n�ڊ����B�����C |
�U�D�C�������F���� |
�V�D�C�������F���� |
����̗n�ڏC������^��]�|�W�V���i�[���g�p���č�Ƃ�i�߂܂����B
���Ђɂ����^�n�ڃ|�W�V���i�[��2t���x�̐��i�ł�����x�X�g�|�W�V�����ɂėn�ڍ�Ƃ��\�ł��B
�|�W�V���i�[�̓��������~�ƁA360�����ʁA���ʉ�]�ł��̓�������肭�g��
�n�ڕ��̊p�x�����Ȃ���œK���g�[�`�p�x�ŗn�ڂ��s���܂��B
���Ɍ��n�ڂȂǂ͂��₷��45��V�n�������w���A�s���ӗn���Ȃǂ�
�Z���ԂŃ��[�N�̈ʒu�������\�ŗn�ڍ�Ƃ��X���[�Y�ɍs���܂��B
�܂��AR�`���̗n�ڂ����X�Ƀ��[�N����]�����Ȃ���̗n�ڂ��K�v�ł����A
������|�W�V���i�[���g�p���鎖�ɂ��n�����݊O�ςƂ��ǎ��ȗn�ڂ��{�H�ł��܂��B
| �i�� | �����W���b�L�A���~�߃u���P�b�g |
|---|---|
| �ގ� | SS400 ��50mm�A36mm |
| �d�� | 198kg/1�� |
| �@�B���H | 50Φ�A42Φ�A35Φ�ђ� |
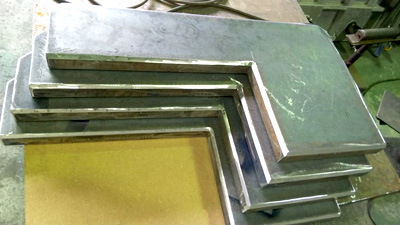
| ������� | ���\���Ő�㣂̂��߁A�g���O�̊J����H�͊p�x�ƕ��𒍈ӂ��Ȃ���O�̍�ƁB �n�ڂ͂�������n�����܂��Ȃ���r���s���ɂȂ�Ȃ��l�ɊO�ϗǂ��{�H���܂����B |
���͌��̑��c�H�Ƃł��B
���˗����������������W���b�L�A���~�߃u���P�b�g�̐�����s���Ă���܂��B
����̐��i�͌��\���̂��ߗn�ڕ����̋��x���m�ۂ��邽�߂ɊJ����H�����܂����B
���H���@��J��p�x�ȂǁA�Ȃ��Ȃ����[���Ӗ�������J��ł����A
�n�ڑO�ɕ�ފԂ�K�Ȍ`��ɉ��H���邱�Ƃŗn�ڕ����̋��x��i����ۂ����ł��܂��B
���H���@�̓K�X���g�p������@�B���H��v���Y�}�Ȃǂ�����܂����A
�R�X�g�ʂ�ޗ��̕ό`�ȂLj꒷��Z������̂ʼn��H���@�̑I�����d�v�ɂȂ�܂��B
����̏ꍇ�͍����g�O���C���_�[�ł̉��H�ɂ��܂����B
�Ȃ������g�O���C���_�[��I���������Ƃ����ƁA
�؍�ʂ����قǑ����Ȃ��A��ނւ̔M�e���������ό`���Ȃ����߂ł��B
 �J����H��̍ޗ� |
 �g�ݗ��Ă��J�敔�� |
 |
||
| �J����H��̍ޗ� | �g�ݗ��Ă��J�敔�� | �n�ڑO�̑g��������A�S�� |
���̐��i�̗n�ڎ{�H�ɂ��Ă����������Ă��������܂��B
�g�p�n�ڃ��C���[�͓��S�Z���\���b�h���C���[YM-26 1.2mm���g�p���܂����B
�̂���̈��p�n�ނŌ����n�ڂ̎{�H�ɂ͌������Ȃ����d����ɓK�����n�ڃ��C���[�ł��B
�n�����݂��悭�A�K�ȓd���A�d���A�g�[�`�p�ŗn�ڂ���X�p�b�^�����قǂł܂��A
��ƌ����̗ǂ��n�ڃ��C���[�ł���܂��B
�n�ڋr����14mm�ŁA3�w�Ŏd�グ�Ă��܂��B
���w�n�ڂ͉��~�߂��܂߂܂��đ�1�w�ڂ����ɏd�v�ŁA
����1�w�ڂ̗n�ڂ����ׂ���̗n�ڂȂ������O�ϗǂ��{�H����Ă��Ă�
���i�̋��x��ϋv���Ȃǖ�蔭���̌����ɂ��Ȃ�܂��B
 |
 |
|
 |
 |
���c�H�Ƃł́A�n�ڊO�ς̗ǂ��͂��Ƃ��A�����Ȃ����̗n�ڂ��ӔC�������Ď{�H���邱�Ƃ����������܂��B
�n�ڈ��47�N�̃v���C�h�������ĂЂƂЂƂ̐���ɂ�����܂��B
�n�ډ��H�Ɋւ��Ă�����̎����������܂�����A���C�y�ɂ����k���������܂��B

| �i�� | �g���X�R�@���[���[�R���x���g�p �܂肽���ݎ����[�I |
|---|---|
| �Ǝ� | �����^�����[�J�[ |
| �ړI | ���d�@�Ȃǂ̎��[�A�������� |
| �n�� | �{�錧 |
| �ގ� | �X�`�[���p�p�C�v�A���[���[�R���x�� |
| ������� | �X�`�[�����[���[�R���x�����Q�����ɂ��Đ܂肽���ݎd�l�Ő���B ���q�l���㉺�A���E��2�i�A4�ӏ����[�I����]����܂����B |
�{�錧�̃����^�����[�J�[�����育�˗������������A
���d�@�Ȃǂ̎��[�A�������ڂ�ړI�Ƃ������i�̂��˗������������܂����B
�g�p�R���x����TRUSCO���R�A���t���[���[(���[���[�a�T�V�o�A�����Q�D�Pmm�A�X�`�[��)���g���A
�ϋv�����l�������ŏՌ��ɋ����^�C�v�̃��[���[��I�����܂����B
���̒I�Ɏ��߂镨�́A��ɔ��d�@�ƃ����}�[�ŁA1�䂠����̏d�ʂ͂U�O�L���`�ɂȂ�܂��B
���̒I�̓����͉��i�̋@�B��݂�グ�Ȃ�����o�����ɁA
�㕔�̃��[���[�������ݏグ�邱�ƂŃX���[�Y�Ɉ��S�ȍ�Ƃ��A�m�ۂ���܂��B
��ʓI�ɒI�́A�ꕔ�ɓS��Ȃǂ������̂ł����A�I�̏�̏d�����i�����ɓ������ɂ͏��X��ςł��B
�����ŁA���[���[��ꕔ�ɒu�����ƂŁA�d�߂̋@�B����R�Ȃ��ړ������y�Ȏ��[���\�ɂȂ�܂��B
�܂��A���q�l����lj��ɂĎ��[�I�̂��˗������������܂����B
���i���C�ɓ����Ă����������悤�ŁA���Ɋ������v���܂��B
���c�H�Ƃł͂��q�l�̂���]���ꏏ�ɍl���A�p�r�ɉ������v�A�d�g�݂�����Ă����Ă��������܂��B
������̂��Ƃ��������܂�����A���C�y�ɂ����k���������܂��B
 �@
�@ �@
�@

| �i�� | �����A�[�����u�@���� |
|---|---|
| �Ǝ� | �t�H�[�N���t�g���C�H���A�̔��X |
| �˗����e | �A���V���t�g�y�� �A�[���W���C���g���u�̐��� |
| �n�� | �_�ސ쌧���͌��s |
| ������� | �����A�Ȃ��A���k�Ȃ� ���i�ɂ����鉞�͂��l���A ���x�d���Ő��삵�A ���ɃV���t�g�̗n�ڂ͊m���ɍs���܂����B |
TIG�n�ډ��H��CO2�n�ډ��H���A�e������n�ډ��H�������Ă���܂��A���c�H�Ƃł��B
����͐�����˗��������������A�����A�[�����u�̐�������Љ�����Ǝv���܂��B
�����A�Ȃ��A���k�Ȃnj����A�[���ɂ����鉞�͂��l��������ŁA���x���ŗD�悷��`�Ő�����s���A
���ɃV���t�g�̗n�ڕ����͏d�v�ȕ����ƂȂ�܂��̂ŁA���O�ɐ�������Ă���܂��B
 �g���� |
�����E���� |
������\���グ���ʂ�A���̐��i�̂��Ȃ߂̓V���t�g�����̗n�ڂɂȂ�܂��B
 �V���t�g���~�� |
 TIG�n�� |
�f�ނ͊ۍ|�A�F�X�ȉ��͂������邽�߁ATIG�n�ڂł�������n�����܂��A
���ɗn�ڒ��̃g�[�`�p�x�𒍈ӂ��āi�����n���ɂȂ�Ȃ��悤�Ɂj�{�H���܂����B
�n�ڋ��x�ƁA�g�[�`�p�x�̏d�v���ɂ��Ă����������Ă��������܂��B
R��~�n�ڂɂ����ċɂ߂ďd�v�ȃg�[�`�p�x�ł����A�n�ڑS�ʂɂ����Ă��g�[�`�p�x���S���ƌ����ĉߌ��ł͂���܂���B
����́A�K���ȃg�[�`�p�x�ŗn�ڂ��o���ĂȂ��ƁA
�n�����ݕs�ǂ�r���ɂ���������n��������i�j���̌����ɂȂ邩��ł��B
�n�ڍ�Ǝ҂̃g�[�`�p�x�Ő��i�̋��x�A�ϋv�������肵�܂��̂ő�����o�Z�p�ɂȂ�܂��B
�r�̗ǂ��n���҂ɂȂ�܂����S�p���̗n���ł�
�ӎ������ɁA�ł��K�Ȋp�x�ŗn�ڂ��i�s���܂��̂ŁA�O�ς��Y��ȗn�ڃr�[�h���łĂ��܂��B
�܂��A�~�̘A���n���͏�����R�ɂȂ�Ȃ�قǓ�Փx�͏オ��A
�f�����g�[�`�p�x�����߂Ċp�x��ۂ��Ȃ���̗n�ڋZ�p���v������܂��B
������R�A�~�n�ڂ̓���ŋZ�ʂ�o���l����ڂŌ��Ď����ʂł�����܂��B
���Ђ̓��ӂƂ��鏊�́A���i�̗p�r�����ɂ߂Ȃ���A���i�̃L���̕��������O���m�ɐ��삷�鎖�ł��B
���q�l�Ɉ��S���Ă������������ʗn�ڂ̋Z�p�����A������l���Ă���܂��B
���͌��s����Ӓn��ɂėn�ډ��H��Ђ����T���̕��͑��c�H�Ƃւ��C�y�ɂ����k���������B

| �i�� | �X�N���b�v�� |
|---|---|
| �Ǝ� | �Y�Ɣp���������Ǝ� |
| ��˗����e | ����i�ςݏo����d�l�� |
| �n�� | �_�ސ� |
| ����������|�C���g | �X�N���b�v���u�����L���Ɏg�p���邽�ߏd�ˍ��킹����\���ɐ��� |
�_�ސ쌧�̎Y�Ɣp���������Ǝҗl��育�˗������������A�X�N���b�v���삢�����܂����B
������͔���i�ς݂��Ďg�p�������Ƃ������ƂŁA�����������d�l�ɂĂ���肵�Ă���܂��B
�X�N���b�v���u�����L�����p���邽�߁A�i�ς݂��ł���\��������]����܂����B
���c�H�Ƃł́A���q�l�̂��v�]�ɍ��킹�����i����S�|���Ă���܂��B
���삩��{�H�܂ň�ёΉ����\�ł��̂ŁA���C�y�ɂ����k���������B

| �i�� | �����^���N |
|---|---|
| �Ǝ� | �ԗ����� |
| �ړI | �ԗ��h�����C���̈ꕔ�Ŏg�p |
| �n�� | �_�ސ� |
| �ޗ� | SUS304�A200A�p�C�v�AH�j�A�� |
| �d�� | ���d��2�g�� |
�_�ސ�̎ԗ��������s���Ă��邨�q�l��育�˗������������܂����B
�ԗ��h�����C���̈ꕔ�Ŏg�p���鐻�i�Ƃ̂��ƂŁA�R�ꂪ�Ȃ��悤���d�Ƀ`�F�b�N���s���Ă���܂��B
���d��2�g���̐��i�ł����A���i�̓�����A�������n�ڂ͖ܘ_�A�S�p���ł̑g�ݍ��킹�n�ڎ{�H���K�v�ƂȂ�܂��B
�d�グ�Ƃ��āA�R��̌����̓J���[�`�F�b�N�ɂčs���Ă��܂��B
���c�H�Ƃł́A����͂������A�{�H�⌟�i�Ȃǂ���эH���ɂčs���Ă��܂��̂ŁA������̎��͑S�Ă��C�����������B


| �i�� | �Օ��� |
|---|---|
| �Ǝ� | �C���e�퐻�� |
| �ړI | �^���N�ی�A�ՔM |
| �n�� | �_�ސ� |
| �ގ� | �{���f�|��1.2t�A�A���O���� |
�_�ސ�̋C���e�퐻����s���Ă��邨�q�l��育�˗������������A�Օ��삢�����܂����B
�^���N�ی�E�ՔM��ړI�Ƃ����Օ��ŁA�Y��Ȃ��܂ڂ���Ɏd�グ�邱�Ƃ��d�����Đ��삵�Ă��܂��B
���c�H�Ƃł͋Ȃ����H���ӂƂ��Ă���܂��̂ŁA�ۂ����́ER���H���͂��C�����������B


![]()
��252-0132 �_�ސ쌧���͌��s�拴�{��3-11-25 ���̌��H�ƒc�n

�_�ސ쌧���͌��̑��c�H�Ƃł́ACO2�n�ډ��H�ETIG�n�ډ��H�E�A�[�N�n�ډ��H��
�e��n�ڋ������H�S�ʂ֑Ή��B�A���~�A�X�e�����X�A�n�C�e���ށA�������b�L���H�ށA
�S�A�S���A�����͍|�ȂǁA���̑��̋����ɂ��Ă����₢���킹���������I
 Copyright 2020 �L����Б��c�H��. All Rights Reserved.
Copyright 2020 �L����Б��c�H��. All Rights Reserved.
![]()
![]()
![]()